Thermo-Physical Analysis Of Natural Fiber Reinforced Phenol Formaldehyde Biodegradable Composites
Yadav D1*, Singh G P2, Nehra S3, Shekhawat M S4, Joshi A5
DOI:10.61343/jcm.v1i02.12
1* Deepshikha Yadav, Research Scholar, Govt Dungar College, Bikaner 334001, Rajasthan, India.
2 Singh G P, Department of Physics, Govt Dungar College, Bikaner, Rajasthan, India.
3 Nehra S, Department of Physics, The LNM IIT, Jaipur, Rajasthan, India.
4 Shekhawat M S, Department of Physics, Engineering College Bikaner, Bikaner, Rajasthan, India.
5 Joshi A, Department of Physics, Govt Dungar College, Bikaner, Rajasthan, India.
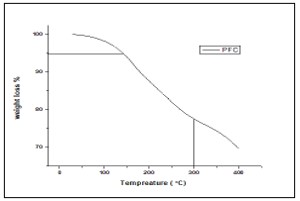
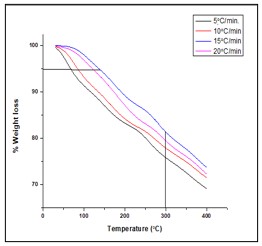
Natural fiber reinforced composites are composite materials which contain reinforced fibers from natural sources. Natural fiber composites can provide an effective and renewable solution for environment-friendly construction materials. For example, building insulation materials which are made of natural fibers can improve energy efficiency and reduce material waste generation. The fibers used in these composites are extracted mainly from plant sources such as bamboo, jute, sisal, and flax. Natural fibers have excellent mechanical and energy-dampening properties, making them ideal for manufacturers looking to replace traditional synthetic fiber reinforcements. They are also gaining popularity as replacements for plastic and metal components in many consumer goods. In this paper desert plant prosopis juliflora fibers were used as reinforcement in phenol formaldehyde resin to make composites. TGA, DSC and DMA were performed to analyze the change in thermal stability and mechanical properties of the prosopis juliflora fiber reinforced phenol formaldehyde composites. The alkali-treated fibers were prepared by immersing the PJ fibers in a 1% sodium hydroxide solution for 24 hours. The fibers were washed and dried before being mixed with the phenol formaldehyde resin. The composites were prepared with untreated and alkali-treated reinforced fibers. All specimens were left to cure at room temperature overnight.ax
Keywords: Alkali treatment, phenol formaldehyde composites, biodegradable.
| Corresponding Author | How to Cite this Article | To Browse |
|---|---|---|
| , Research Scholar, , Govt Dungar College, Bikaner 334001, Rajasthan, India. Email:  |
Yadav D, Singh G P, Nehra S, Shekhawat M S, Joshi A, Thermo-Physical Analysis Of Natural Fiber Reinforced Phenol Formaldehyde Biodegradable Composites. J.Con.Ma. 2023;1(2):171-178. Available From https://jcm.thecmrs.in/index.php/j/article/view/12 |
 |
 ©
©